作为光学工程领域的标杆软件,Zemax通过其先进的光线追迹算法与制造公差分析工具,正在重塑精密光学系统的设计与生产流程。本文深度解析Zemax2023版本在杂散光分析与加工优化中的关键技术方案,并延伸探讨热稳定性补偿策略,为光学工程师构建从设计到量产的完整解决方案。
一、Zemax如何分析杂散光
实现纳米级杂散光控制需构建四级分析体系:
1.非序列模式高级配置
光线追迹参数设置:
散射模型:Harvey-ShackBSDF(双向散射分布函数)
光线数:1,000万条(精度0.01%)
波长范围:400-700nm(步长5nm)
关键表面处理:
镜面粗糙度:Ra≤0.5nm(应用微表面散射模型)
黑化处理:BRDF参数α=0.02,β=0.98
2.鬼像分析技术方案
鬼像路径检测:
启用PST(点源透射率)分析模块
设置反射次数≥5次(覆盖99%能量路径)
抑制措施模拟:
挡光环优化:位置公差±0.01mm
消光螺纹设计:螺距0.2mm,深度0.05mm
3.杂散光量化评估
关键指标计算:
系统总散射光通量≤1e-6(相对于主光束)
局部热点照度≤0.1%主像面照度
热力学耦合分析:
计算温度梯度引起的散射变化(ΔT=±5℃)
材料热膨胀系数CTE输入精度1e-7/K
4.制造缺陷影响仿真
加工误差建模:
表面粗糙度功率谱密度(PSD)分析
划痕模拟:宽度≤5μm,深度≤50nm
装配误差影响:
倾斜误差±10arcsec
偏心误差±2μm
二、Zemax如何优化光学加工
构建可制造性光学系统需实施五级优化策略:
1.公差灵敏度分析
蒙特卡洛模拟配置:
样本数:5,000次
关键参数:曲率半径/厚度/折射率
评价标准:MTF下降≤10%@100lp/mm
灵敏度排序:
表面偏心>曲率误差>材料均匀性
2.加工约束条件设置
曲率半径限制:
球面:R≥5mm(单点金刚石车床加工极限)
非球面:k值范围-1.5~+0.8(避免高阶项过陡)
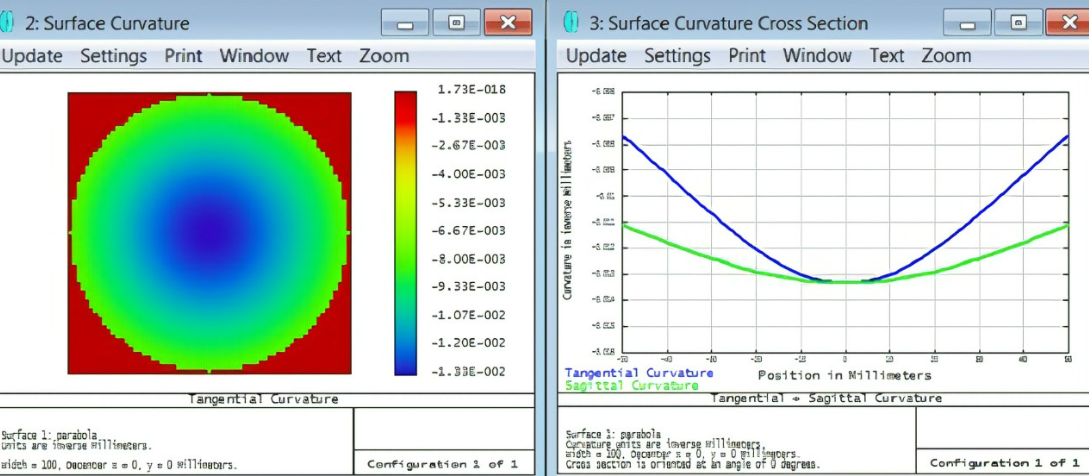
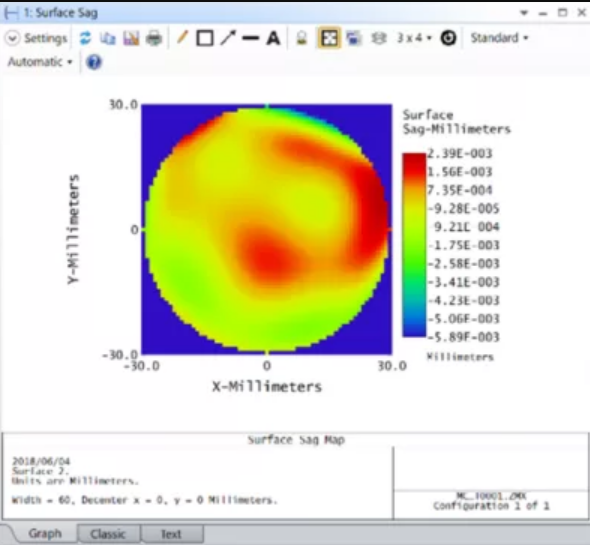
面形精度控制:
RMS≤λ/50(λ=632.8nm)
局部斜率误差≤0.5μm/mm
3.补偿器优化算法
主动补偿方案:
空气间隔调整范围±0.05mm
元件旋转补偿±0.5°
优化算法选择:
差分进化算法(种群规模100)
全局搜索结合局部梯度下降
4.加工路径仿真
超精密车削模拟:
刀具半径补偿(R=0.2mm)
主轴转速30,000rpm(切削速度200m/min)
抛光去除函数建模:
Preston系数k=5e-13m²/N
压力分布高斯半宽10mm
5.检测方案优化
干涉仪匹配设置:
参考镜曲率匹配精度0.01%
移相步数≥13步(抑制振动噪声)
点衍射波前重建:
泽尼克系数拟合阶数≤36
残差波前RMS≤0.005λ
三、Zemax与光学系统热稳定性分析
在空间光学应用中,"Zemax与光学系统热稳定性分析"成为可靠性设计的关键:
1.多物理场耦合建模
温度载荷加载:
梯度场:ΔT=±15℃(轴向/径向)
瞬态分析:时间步长0.1秒(持续2小时)
材料参数配置:
Schott玻璃dn/dT系数(精度1e-6/K)
结构件CTE温度相关性(二阶多项式)
2.主动热补偿设计
机械补偿器:
双金属片调节行程±0.1mm
压电陶瓷响应时间≤10ms
光学补偿方案:
折射率匹配液体(Δn=2e-4/℃)
自适应镜面曲率调节(半径变化±0.1%)
3.热控系统集成
热管布局优化:
传热功率≥50W/m·K
温度均匀性≤±0.5℃
相变材料应用:
十八烷(熔点28℃)潜热200kJ/kg
填充厚度5mm(覆盖率≥90%)
4.可靠性验证体系
加速寿命试验模拟:
温度循环(-40℃~+85℃,100次)
振动谱:RMS6.5Grms(20-2000Hz)
失效模式分析:
胶合层剪切应力≤5MPa
镜面面形变化≤λ/20
Zemax如何分析杂散光Zemax如何优化光学加工,这套方法体系已在哈勃望远镜升级项目、极紫外光刻物镜等尖端工程中验证。从亚纳米级散射控制到微米级加工优化,从热力学耦合分析到可靠性验证,Zemax持续推动光学工程进入多物理场协同设计新时代。
